ВАЗ Размеры и геометрия кузова, контрольные точки
В этом разделе приведены кузовные размеры ВАЗ, даны чертежи, показаны геометрические расстояния между контрольными точками, таблица с геометрическими размерами проёмов автомобилей ЛАДА/Жигули, приведены данные для проверки геометрии дверных, оконных и прочих проёмов, контрольные размеры Ваз и нормы регулировки развала/схождения.
Наиболее известный способ определения качества несущей части автомобиля – проведение измерения расстояний между контрольными точками и сверкой с заводскими параметрами. Более подробную информацию о величине измерений и расположению контрольных точек можно получить выбрав соответствующую модель.
Обычно проверяют геометрию следующих элементов кузова:
1) Диагонали. Прежде, чем, используя контрольные точки, измерять кузовные размеры, можно сделать всего два замера, которые помогут прояснить картину. Загоните машину на эстакаду или яму и рулеткой снизу промерьте кузов по диагонали. Диагонали должны совпадать.
2) Стойки. Обязательно нужно проверить стойки. В начале – с не битой стороны кузова (если такая известна), затем – с битой. В принципе, кузовные точки в данном случае можно выбрать любые (главное – одни и те же данные с обеих сторон). К примеру, от стойки до края загиба на задних дверях. Также – на передних. Если данные совпадают – великолепно. Перемещаемся дальше;
3) Крыша. Чтобы убедиться, что у авто не «повело» крышу, необходимо замерить дверные диагонали – от нижнего заднего угла по диагонали до верхнего переднего угла. Естественно, результат с обеих сторон должен быть одинаковым. Дополнительно к этому желательно померить и диагонали самой крыши;
4) Переднее и заднее стекло. Почему-то многие считают, что если лобовое стекло «сидит» нормально, то контрольные замеры не нужны, мол, геометрия кузова ВАЗ в порядке. Это ошибка. Замерять нужно – причем, по диагонали, и выбрав точки на одинаковом расстоянии с обеих сторон.
5) Визуальный осмотр стоящего автомобиля со всех сторон. Особое внимание следует уделить зазорам. У ВАЗовских машин они довольно заметные. Но главное – величины зазоров должны быть одинаковыми с обеих сторон машины.

Геометрия Лада Ларгус 2012-2020

Геометрия Лада Ларгус (включая Ларгус Кросс) для проверки и восстановления параметров кузова, с последующей рихтовкой поврежденных частей автомобилей Lada Largus. Выборка из различных стендовых баз по Лада Ларгус, стендовые (стапельные) датакарты и контрольные точки Лада Ларгус.
Источник
Геометрия кузова ваз 2104 с размерами
Устройство каркаса показано на рис. 28.
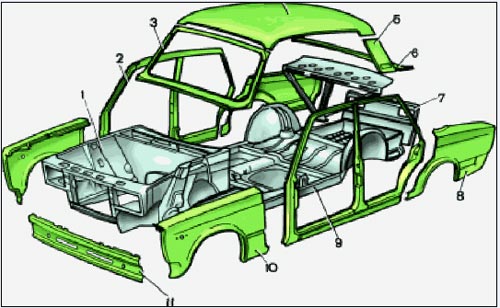
Рис. 28. Каркас кузова: 1 — передок в сборе; 2 — боковина; 3 — рамка ветрового окна; 4 — панель крыши; 5 — боковая панель крыши; 6 — нижняя панель рамы заднего окна; 7 — задняя панель; 8 — заднее крыло; 9 — пол в сборе; 10 — переднее крыло; 11 — панель облицовки передка
ПРОВЕРКА И ПРАВКА КУЗОВА
Значительная часть ремонтных работ кузовов приходится на аварийные автомобили которые в большинстве случаев требуют проверки геометрии точек крепления узлов и агрегатов шасси автомобиля.
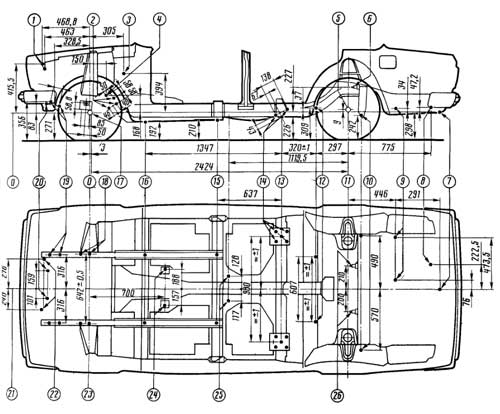
Рис. 29. Основные размеры проверки точек крепления агрегатов: 0 — базовая линия; 1 — верхнее крепление радиатора; 2 — крепление картера рулевого механизма и маятникового рычага; 3 — ось педалей тормоза и сцепления; 4 — центр рулевого механизма; 5 — центр колеса; 6 — крепление амортизаторов задней подвески; 7 — центр заднего технологического отверстия центрального усилителя пола багажника; 8 — заднее крепление глушителя выпуска газов; 9 — переднее крепление глушителя; 10 — крепление поперечной штанги задней подвески; 11 — ось задних колес; 12 — оси болтов крепления верхних продольных штанг задней подвески; 13 — оси болтов крепления нижних продольных штанг к кронштейнам кузова; 14 — крепление кронштейнов нижних продольных штанг; 15 — центр заднего технологического отверстия переднего лонжерона; 16 -центр технологического отверстия переднего лонжерона; 17 — центр колеса; 18 — точки крепления поперечины передней подвески; 19 — крепление стабилизатора поперечной устойчивости; 20 — нижнее крепление радиатора; 21 — ось автомобиля; 22 — верхнее крепление радиатора; 23 — ось передних колес; 24 — крепление задней подвески двигателя; 25 — крепление опоры карданного вала; 26 — крепление амортизаторов задней подвески
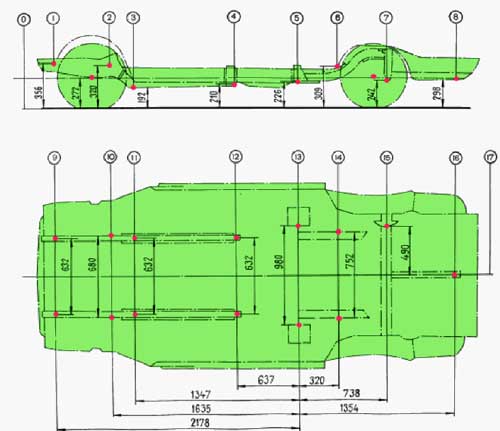
Рис. 30. Контрольные точки проверки пола кузова: 0 — линия отсчета; 1 — пересечение осей передних болтов крепления стабилизатора поперечной устойчивости с поверхностями лонжеронов; 2 — центр осей нижних болтов крепления картера рулевого механизма и кронштейна маятникового рычага; 3 -пересечение центров передних технологических отверстий переднего пола с поверхностями лонжеронов; 4 — пересечение задних технологических отверстий лонжеронов переднего пола с поверхностями лонжеронов; 5 — центр осей болтов крепления нижних продольных штанг; 6 — центр осей крепления верхних продольных штанг; 7 — пересечение оси болта крепления поперечной штанги с кронштейном кузова; 8 — пересечение центра заднего технологического отверстия центрального усилителя заднего пола с поверхностью усилителя; 9 — центр осей передних болтов крепления стабилизатора поперечной устойчивости; 10 — пересечение центров осей нижних болтов крепления картера рулевого механизма и кронштейна маятникового рычага с поверхностями брызговиков лонжеронов; 11 — центры передних технологических отверстий лонжеронов переднего пола; 12 — центры задних технологических отверстий лонжеронов переднего пола; 13 — пересечение осей болтов крепления нижних продольных штанг с наружными поверхностями кронштейнов кузова; 14 — пересечение осей болтов крепления верхних продольных штанг с наружными поверхностями средних лонжеронов; 15 — пересечение оси болта крепления поперечной штанги с кронштейном кузова; 16 — центр заднего технологического отверстия центрального усилителя заднего пола; 17 — продольная ось автомобиля
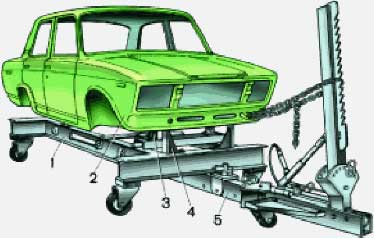
Рис. 31. Установка для ремонта и контроля кузова с приспособлением для правки: 1 — рама установки; 2 — кузов автомобиля; 3 — кронштейн крепления поперечины передней подвески; 4 — кронштейн крепления стабилизатора поперечной устойчивости; 5 — приспособление для правки со стрелой и гидравлическим устройством
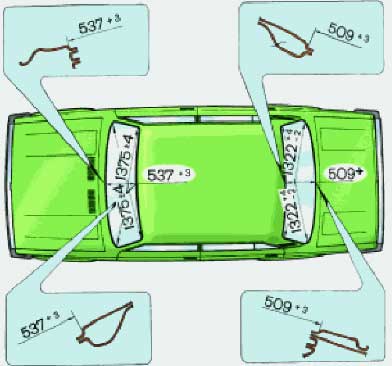
Рис. 32. Справочные линейные размеры проемов ветрового и заднего окон
Для контроля геометрии точек крепления узлов шасси, показанных на рис. 29 и 30, а также для выполнения сложного ремонта с одновременным контролем используется установка (рис. 31) для ремонта и контроля кузовов в сочетании с приспособлениями для правки.
Приспособление для правки закрепляется на раме со стороны деформированной части кузова.
Повреждения кузова могут быть самыми различными. Поэтому правила ремонта в каждом отдельном случае должны быть своими, наиболее подходящими для этих повреждений.
Почти во всех случаях повреждений необходимо снимать некоторые детали, чтобы обнаружить повреждения, выправить и выверить остов. В случае серьезных повреждений убирают легкосъемные внутренние обивочные части, чтобы облегчить измерения, контроль и установку гидравлических или винтовых домкратов для устранения перекосов и прогибов.
Правкой необходимо восстановить первоначальные линейные размеры остова кузова.
Диагональные размеры проемов окон должны составлять для ветрового окна (рис. 32) 1375±4 мм, для заднего — 1322+4 мм. Расстояния между фланцами проемов окон по оси автомобиля должны быть равными соответственно для ветрового окна 537+3-2 мм, для заднего — 509+3 мм.
Разница диагональных размеров проема ветрового окна, а также проемов заднего окна, капота, крышки багажника одного кузова не должна превышать 2 мм.
Наиболее часто при ремонта остава требуется замена крыльев, панелей крыши, передка и задка. Методы замены и ремонта этих деталей можно взять за основу при ремонте и друхих деталей каркаса. Необходимо также знать расположение сварных швов.
ЗАМЕНА ПЕРЕДНЕГО КРЫЛА
При незначительных повреждениях крыла (небольшие вмятины, царапины и т.д.) выполните, не снимая крыла, рихтовочные и окрасочные работы. После рихтовки проверьте состояние внутреннего протикоррози-онного покрыта, при необходимости восстановите его.
При значительно деформации крыла, при наличии разрывов замените крыло.
Снимите бампер (см. главу «Капот, крышка багажника, бамперы»), капот, антенну, переднюю дверь; с крыла снимите осветительные приборы.
Высверлите сверлом диаметром 6-7 мм точки контактной сварки сточного желобка с элементами кузова и отсоедините желобок тонким плоским зубилом с отгнутым концом.
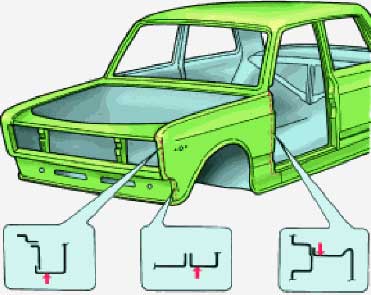
Рис. 33. Замена переднего крыла. Стрелками на фрагментах указаны места рубки крыла.
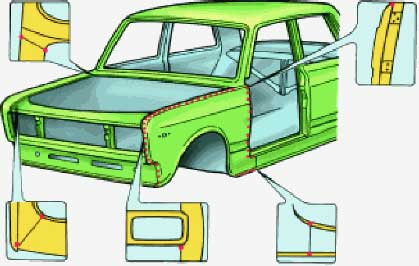
Рис. 34. Места сварки переднего крыла. На основном виде точками обозначены швы Пунктиром обозначены линии рубки контактной сварки. На фрагментах показаны точки газовой сварки
Тонким острозаточенным зубилом срубите или срежьте шлифовальной машинкой соединения крыла (рис. 33):
— с панелью передка от фары вниз, отступив 2-3 мм от линии соединения;
— с передней стойкой боковины, отступив 5 мм от линии изгиба.
Отсоедините крыло, зубилом удалите оставшиеся полоски крыла. Отрихтуйте деформированные кромки и зачистите посадочные места кузова и нового крыла.
Из полости, закрываемой крылом, удалите грязь и ржавчину, нанесите цинкохроматный грунт ГФ-073.
Поставьте на место капот и дверь. Подгоните новое крыло по месту посадки и закрепите захватами.
Приварите крыло газовой сваркой в точках, указанных на рис. 34. Для газовой сварки используйте латунный пруток Л 62 или Л 68.
После проверки посадки крыла приварите его контактной сваркой с шагом 40-50 мм или электросваркой в среде углекислого газа проволокой Св-08Г1С или Св-08Г2С диаметром 0,8 мм прерывистым швом длиной 10 мм через каждые 30-40 мм. Сила электрического тока 50-90А.
ЗАМЕНА ЗАДНЕГО КРЫЛА
При замене крыла снимите задний фонарь и бампер. Освободите багажник, снимите резиновый уплотнитель крышки багажника и топливный бак (если меняется правое крыло) и отсоедините электропроводку.
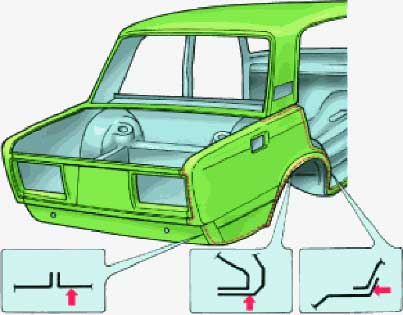
Рис. 35. Замена заднего крыла. Стрелками на фрагментах указаны места рубки крыла. Пунктиром обозначены линии рубки
Срубите тонким острозаточенным зубилом или срежьте шлифовальной машинкой по крылу соединения:
— с аркой заднего колеса по изгибу (рис. 35), отступив от кромки крыла 12-15 мм;
— с полом запасного колеса (или топливного бака) по изгибу, отступив от кромки крыла 12-15 мм;
-с панелью задка, отступив от линии соединения 2 мм;
— с панелью поперечины заднего окна, отступив от кромки изгиба 2-3 мм;
— с задней частью боковины по изгибу, отступив от кромки крыла 15-20 мм.
Срубите угольник соединения крыла с панелью задка, отступив от кромки угольника 15 мм.
Сверлом диаметром 6-7 мм высверлите точки контактной сварки на соединении крыла с боковой панелью крыши и отсоедините крыло. Удалите оставшиеся полоски крыла, отрихтуйте деформированные кромки и зачистите посадочные места кузова и нового крыла.
Подгоните новое крыло по месту посадки, прихватите захватами и приварите газовой сваркой прутками Л 62 или Л 68 в месах, указанных на фрагментах рис. 36.
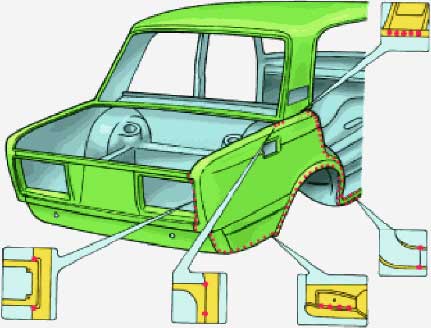
Рис. 36. Места сварки заднего крыла. На основном виде точками обозначены швы контакной сварки. На фрагментах показаны места газовой сварки
Проверьте посадку крыла и приварите его контактной сваркой с шагом 40-50 мм. При отсутствии контактно-сварочной машины допускается газовая сварка оплавлением кромок прерывистым швом длиной 20 мм через каждые 30 мм прутком Л 68. В проеме двери допускается электросвартка полуавтоматом в среде углекислого газа.
ЗАМЕНА КРЫШИ
В большинстве аварийных случаев с повреждениями крыши требуется ее замена.
Снимите ветровое и заднее стекла, обивку крыши и ее принадлежности.
Положите новую панель на крышу кузова и определите места рубки боковых панелей и передних стоек дверей.
Отступив от края панели крыши 8 мм, произведите рубку (рис. 37) по изгибам соединений с панелями рамы ветрового окна, с поперечиной рамы заднего окна, сточными желобками и боковыми панелями крыши. У боковых панелей крыши рубите панель крыши выше разметки на 10-15 мм.

Рис. 37. Замена крыши. Стрелками показаны места рубки. Пунктиром обозначены линии рубки панели крыши
Отсоедините панель крыши, удалите оставшиеся полоски панели и зачистите посадочные места кузова и новой панели.
Отрихтуйте элементы кузова в местах соединений с панелью и подгоните новую панель крыши по месту.
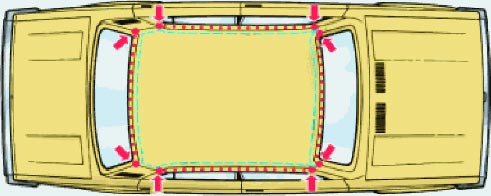
Рис. 38. Места сварки крыши. Точками обозначены швы контактной сварки. Стрелками показаны места газовой сварки
В точках, показанных на рис. 38 стрелками, приварите панель крыши газовой сваркой к панели ветрового окна и боковой панели крыши.
Проверьте посадку панели и приварите по периметру контакной сваркой с шагом 40-50 мм. К боковым панелям крышу приварите газовой сваркой.
При отсутствии контактно-сварочной машины допускается газовая сварка или электросварка в среде углекислого газа.
ЗАМЕНА ПАНЕЛИ ЗАДКА
Тонким острозаточенным зубилом отрубите панель задка (рис. 39) от пола топливного бака, пола запасного колеса, лонжеронов усилителя панели и удалите оставшиеся полоски металла.
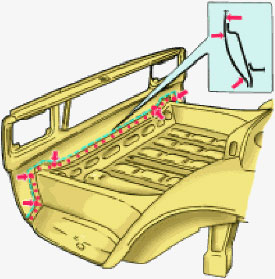
Рис. 39. Замена панели задка. Пунктиром обозначены линии рубки, точками — швы контактной сварки. На основном виде стрелками показаны места газовой сварки, стрелками на фрагменте — места рубки
Отрихтуйте и зачистите шлифовальной машинкой деформированные кромки.
Установите новую панель и прихватите газовой сваркой в местах, показанных на рисунке стрелками. Правильность установки панели проверьте предварительной установкой заднего бампера.
Приварите панель задка контактной сваркой или электросваркой в среде углекислого газа прерывистым швом длиной 10 мм через каждые 30 мм длины.
Допускается газовая сварка точками через 30-40 мм латунными прутками Л 62 или Л 68.
ЗАМЕНА ПОЛА ЗАДКА, ПОЛА ТОПЛИВНОГО БАКА (ЗАПАСНОГО КОЛЕСА) И ЛОНЖЕРОНОВ ПОЛА ЗАДКА
Замену производят при снятых задних крыльях, панели задка и усилителя панели задка.
Тонким зубилом отрубите пол задка (на рис. 40 места рубки показаны пунктиром, на фрагментах стрелками). Кусачками удалите оставшиеся полоски металла, отрихтуйте и зачистите электро или пневмошлифовальной машинкой деформированные кромки.
Отрубите пол топливного бака (запасного колеса) от лонжеронов и внутренних арок задних колес (рис. 41), удалите полоски металла и отрихтуйте кромки.
Зубилом отрубите лонжероном (рис. 41) от внутренних арок задних колес и поперечины, удалите оставшиеся полоски металла и зачистите посадочные места.
Установите новые лонжероны на место и прихватите газовой сваркой прутками Л 62, Л 68 в местах, указанных на рисунке.
К низу пола задка приварите центральный усилитель, держатель с поддоженно под него асбестовой прокладкой и кронштейны крепления основного глушителя. Электросварку выполняйте в среде углекислого газа точками через 40-50 мм проволокой Св-08Г1С или Св-08Г2С диаметром 0,8 мм. Допускается газовая сварка.
Установите пол задка на место и приварите газовой сваркой по углам в точках, указанных на рисунке.
Установите к панели задка усилитель и приварите электросваркой в среде углекислого газа точками через 40 мм. Установите панель задка на место и прихватите к элементам кузова газовой сваркой (см. замену панели задка).
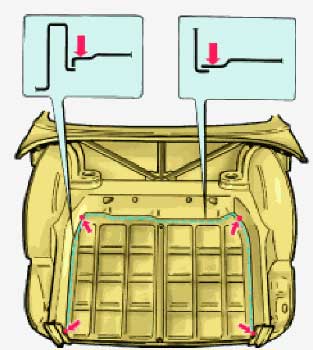
Рис. 40. Замена пола задка. Пунктиром обозначены линии рубки, на фрагментах стрелками места рубки. На основном виде стрелками показаны места газовой сварки
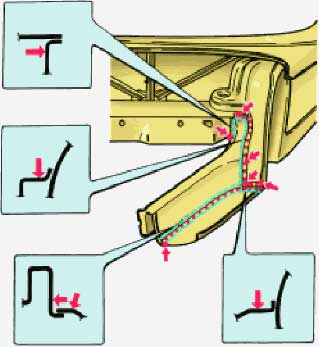
Рис. 41. Замена пола топливного бака (запасного колеса) и лонжеронов пола задка. Пунктиром обозначены линии рубки, точками швы контактной сварки. На основном виде стрелками показаны места газовой сварки, стрелками на фрагментах — места рубки
Приварите пол топливного бака (запасного колеса) газовой сваркой в точках, указанных на рис. 41.
Производите предварительный контроль всех прихваченных деталей с навешиванием задних крыльев и крышки багажника. Устраните недостатки сборки и окончательно сварите детали электросваркой в среде углекислого газа проволокой Св-08Г1С или Св-08Г2С прерывистым швом длиной 10 мм через каждые 30 мм. Сила электрического тока 50-90А.
Допускается газовая сварка латунными прутками Л 62 или Л 68 точками через 30-40 мм.
ЗАМЕНА ПОРОГОВ ДВЕРЕЙ
Замену выполнять при снятых передних и задних крыльях. Замену усилителя 2 (рис. 42) производить только при наличии деформации или сквозной коррозии.
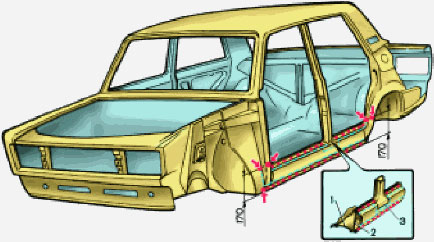
Рис. 42. Замена порога двери: 1 — соединитель; 2 — усилитель порога; 3 — наружная панель порога. Пунктиром обозначены линии рубки, точками швы контакной сварки. Стрелками показаны места газовой сварки
Тонким зубилом срубите панель 3 порога, удалите оставшиеся полоски металла и зачистите кромки шлифовальной машинкой.
Выполните разметку на новой панели порога под центральную стойку, подгоните панель по месту и закрепите захватами.
Приварите панель в крайних точках газовой сваркой, установите двери и проверьте установку панели. Выступание и западание порога относительно двери не должно быть более 3 мм.
Снимите двери и приварите панель порога к сопрягаемым деталям контактной сваркой с шагом 50-60 мм. Допускается электросварка в среде углекислого газа силой тока 50-90 А или газовая сварка.
Приварите панель к центральной стойке газовой сваркой и зачистите сварные швы.
ЗАМЕНА ПАНЕЛИ РАМЫ ВЕТРОВОГО ОКНА
Высверлите точки контакной сварки в соединениях рамы и коробки воздухопритока сверлом диаметром 6 мм.
В случае одновременной замены панели рамы окна и панели крыши сделайте отметки на сточных желобках с двух сторон стыков крыши с панелью рамы ветрового окна.
Отрубите зубилом панель рамы (на рис. 43 линии рубки показаны пунктиром) от стоек, сточных желобков и усилителей. Кусачками удалите оставшиеся полоски металла и отрихтуйте кромки.
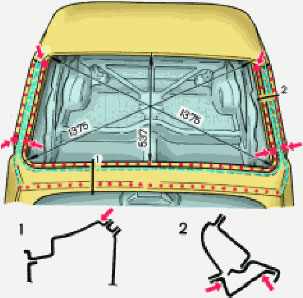
Рис. 43. Замена панели рамы ветрового окна. Пунктиром обозначены линии рубки, точками — швы контактной сварки. На основном виде стрелками показаны места газовой сварки, стрелками на фрагментах — места рубки
Горелкой отожгите и зачистите краску на деталях вдоль прилегания рамы ветрового окна, а также с обеих сторон кромки панели рамы.
Установите новую панель рамы и закрепите захватами. При установке панели совместите метки на сточных желобках со стыками крыши. Газовой сваркой прихватите панель рамы в местах, показанных на рисунке.
Поставьте капот и проверьте посадку панели. Проверьте размеры проема ветрового окна и приварите панель газовой сваркой латунной проволокой Л 62, Л 68 оплавлением коромок длиной 10 мм через каждые 50 мм. Зачистите стыки на панели рамы шлифмашинкой.
Допускается частичная замена панели рамы ветрового окна при установленной панели крыши.
РЕМОНТ ДЕФОРМИРОВАННЫХ ПОВЕРХНОСТЕЙ
Деформированные поверхности ремонтируют механическим или термическим воздействием на металл, а также заполнением вмятин быстрозатвердевающими пластиками или припоем.
Помятые места оперения выправляют, как правило, вручную при помощи специального инструмента (металлических, пластмассовых, деревянных молотков и различных оправок) и приспособлений.
Правку с нагревом используют для осаживания (стягивания) сильно растянутых поверхностей панелей. Для предотвращения резкого вспучивания и ухудшения механических свойств панели нагревают до 600-650 °С (вишнево-красный цвет). Диаметр нагретого пятна должен быть не более 20-30 мм.
Стягивание поверхности производите следующим образом:
— газовой горелкой от периферии к центру дефектного участка нагревайте металл и ударами деревянной киянки и молотка осаживайте нагретые места, используя плоскую поддержку или наковальню;
— повторяйте операции нагрева и осаживания до получения ровной поверхности.
Неровности на панелях можно выравнивать при помощи полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отвердения и при помощи припоя.
Полиэфирные шпатлевки образуют надежные соединения с панелями, зачищенными до металла. Они представляют собой двухкомпонентные материалы: ненасыщенную полиэфирную смолу и отвердитель, который является катализатором для быстрого отвердения смеси независимо от толщины слоя шпатлевки. Время сушки при температуре 20 °С 15-20 мин. Поэтому нет необходимости наносить ее в несколько слоев и сокращается продолжительность нанесения шпатлевки.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для нанесения его на металлическую поверхность панели, приобретает при 150-160 °С.
Поверхность, подлежащая заполнению, должна быть тщательно очищена от ржавчины, окалины, старой краски и других загрязнений. Для лучшей адгезии рекомендуется на поверхности металла создать шероховатости при помощи абразивного инструмента. Для нанесения термопластика участок, подлежащий выравниванию, нагревают до 170-180 °С и наносят первый тонкий слой порошка,который укатывают металлическим катком, затем наносят второй слой и так далее до заполнения неровности.
Каждый слой укатывают до получения монолитного слоя пластической массы.После отвердения слой зачищают и выравнивают шлифовальной машинкой.
Пораженные коррозией участки панелей кузова могут ремонтироваться эпоксидными мастиками холодного отвердения, которые обладают высокой адгезией, достаточной прочностью и легко наносятся на поврежденные участки.
Припои ПОССу-18, ПОССу-20 применяют для выравнивания участков, ранее заполненных припоем, наращивания кромок деталей и для устранения зазоров. Для предотвращения коррозии металла лучше применять бескислотный способ нанесения припоя.
Источник