Инструкция 2.3 Инструкция по монтажу сальниковой набивки для уплотнения валов насосов, работающих в среде без абразива
Зам. генерального директора
по монтажу сальниковой набивки для уплотнения валов насосов, работающих в среде без абразива.
Настоящая инструкция по монтажу распространяется на графитовую набивку, армированную лавсаном марки НГ-100 (НГ-Л) и НГ-101 (НГ-Л-Ф).
Набивка НГ-100 (НГ-Л) обладает низким коэффициентом трения, непроницаема для газов и жидкостей, стойкая в агрессивной среде и повышенных температурах. Для дополнительного снижения коэффициента трения и увеличения химической стойкости набивка пропитывается фторопластом и имеет марку НГ-101 (НГ-Л-Ф).
1. ОБЩИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ САЛЬНИКОВОГО УЗЛА.
2. ОБЩИЕ УКАЗАНИЯ ПО УСТАНОВКЕ
1. ОБЩИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ САЛЬНИКОВОГО УЗЛА.
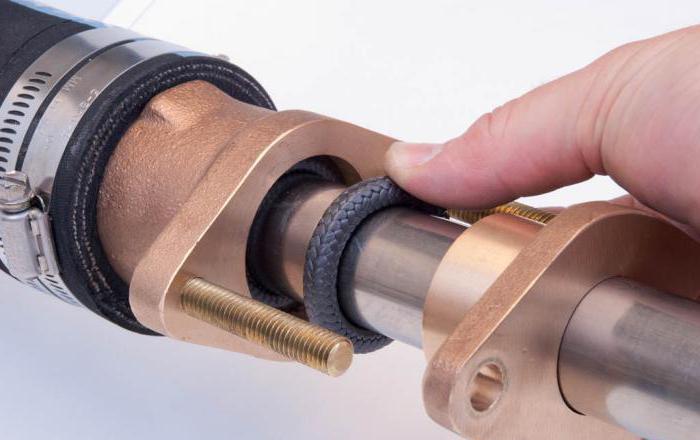
1.1. При уплотнении сальниковых камер насосов с помощью плетеной сальниковой набивки шероховатость поверхности должна отвечать следующим требованиям (Рис. 1).
Вал/защитная втулка вала насоса Ra ≤ 0,16 мкм;
Внутренняя поверхность сальниковой камеры Ra ≤ 3,2 мкм.
1.2. В насосе должны устанавливаться 5-7 колец. На основании особых условий эксплуатации может быть установлено более высокое число колец. Тогда каждое кольцо должно быть уплотнено отдельно.
1.3. Поверхности грундбуксы, подсальникового кольца, не должны иметь сколов и фасок. Острые кромки притупить, но не закруглять.
1.4. Для исключения потери герметичности сальникового уплотнения не рекомендуется применение грундбуксы и подсальникового кольца со скошенными торцами (15°).
1.5. Схема уплотнительного узла отображена на Рис. 1.
1.6. При наличии скосов, фасок и зазоров свыше требуемых рекомендуется установка крайних колец из углеродной набивки НУ-201 (УНФ).
2. ОБЩИЕ УКАЗАНИЯ ПО УСТАНОВКЕ
2.1. Перед установкой новых колец набивки необходимо удалить старые кольца набивки или их остатки.
2.2. Вал или защитную втулку необходимо проверить на износ и при слишком сильных повреждениях заменить.
2.3. При наличии в сальнике фонарного кольца, зазор между валом и отверстием фонарного кольца не должен превышать 0,02 S .
2.4. Если сальниковая камера имеет большую глубину, изготовить по месту подсальниковое кольцо. Высота подсальникового кольца x определяется как разность между глубиной сальниковой камеры L и суммой высоты сальникового пакета Н, состоящего из 4-6 колец набивки, подпрессованных на 25 % и 1/3 длины рабочей части грундбуксы l . (Рис. 1).
Внутренний и наружный диаметр подсальникового кольца вычисляется по формулам;
Длина рабочей части грундбуксы
Берем набивку размером 16 ×16 мм;
Для уплотнения необходимо использовать 6 колец: 6 ×16 = 96 мм;
Уплотнить на 25%: 96 — 96 ×0,25 = 72 мм;
Продвижение грундбуксы на 1/3 от длины грундбуксы: 1/3 ×40≈13 мм;
Необходимая глубина сальниковой камеры: 72 + 13 = 85 мм;
Высота подсальникового кольца: 190 — 80 = 105 мм.
2.5. «Разбивать», «раздавливать» до большего размера, «забивать» сальниковую набивку при уплотнении сальниковых камер насосов категорически запрещается.
2.6. При нарезке набивки для колец необходимо, чтобы при установке в сальниковую камеру обрезы набивочных колец были прижаты параллельно друг другу. Рекомендуемый угол реза — 20°.
Длину заготовки для изготовления сальникового кольца можно определить по формуле:
где d — диаметр шпинделя (штока), мм;
2.7. Возможно применение намоточного метода нарезки колец. Для этого шнур набивки плотно наматывают на вспомогательную втулку диаметром, равным диаметру вала, и разрезают на кольца. Разрезку выполняют под прямым углом к плоскости колец (рис. 3..) Аккуратный разрез получается при дополнительной обмотке втулки с набивкой тонкой клейкой лентой.
2.8. Для лучшей приработки допускается смазка вала либо набивки смазочным графитом либо дисульфидом молибдена.
2.9. Кольца устанавливаются в камеру по одному со смещением разрезов на 90°, например: 0°; 90°; 180°; 270° и т.д.
2.10. Нужно стремиться запрессовать каждое кольцо отдельно на 20÷25 % от первоначальной высоты при помощи разъемной монтажной втулки. Это объясняется тем, что боковое давление составляет 0,85 от усилия уплотнения: Рбок = 0,85 Р (у асбеста Рбок = 0,3Р) и при затяжке всего пакета не удается обжать все кольца одинаковым усилием.
2.11. Если запрессовка является невозможной, то можно уложить максимум до 4 колец (со сдвижкой разрезов в 90°). Затем запрессуйте с помощью сальниковой втулки (при глубокой сальниковой камере нужна монтажная гильза). Потом укладываются остальные кольца и снова запрессовываются втулкой.
2.12. Окончательная величина обжатия уплотнительного пакета должна составлять 20 ÷ 25 % от первоначальной высоты пакета колец.
Изменение высоты пакета ∆Н:
где Н0 — первоначальная высота уплотнительного пакета;
Примечание: При использовании сальников с фонарным кольцом, место фонарного кольца определять с учетом 25% сжатия колец набивки.
2.13. Во время подтяжки сальниковой втулки вал должен многократно приводиться в действие для того, чтобы контролировать установочные усилия на валу.
2.14. В момент запуска насоса допускается протечка свыше установленной нормы для обеспечения притирания набивки.
2.15. В течение первого часа после начала работы при необходимости производится подтяжка грундбуксы на 1/4 оборота гайки через каждые несколько минут с контролем температуры сальниковой камеры. Подтяжку производить до обеспечения желаемой протечки или ее полного устранения.
2.16. При высоких скоростях вращения и/или температуре среды во время запуска в течение первых 20-30 минут возможно парение набивки в связи с выгоранием небольшого количества (
Источник
Набивка сальников: состав, виды, применение.
Набивка сальников является широко распространенным уплотнителем, который применяется для герметизации в разных устройствах. Принцип работы прокладки несложен: при помощи нее в местах соединения деталей достигается герметичность. Сальники используются не только в передвижных узлах механизмов, но и замечательно функционируют при герметизации статических спаек (к примеру, в трубопроводах).

Из чего состоит
Сальниковая набивка выплетается из ниток в виде шнура прямоугольного или квадратного сечения. В зависимости от условий применения (давление, динамические нагрузки, температурный режим) прокладка делается из графитовых нитей ТРГ, улучшенных армирующими основами из всевозможных материй либо из веревок политетрафторэтилена (ПТФЭ).
Где используется
Набивка для сальников применяется, как уже было сказано выше, для герметизации:
- неподвижных и подвижных сцеплений трубопроводов;
- автоклавов;
- насосов;
- компрессоров;
- арматуры;
- мешалок и других агрегатов.
Также в областях промышленности:
- газодобывающей;
- нефтедобывающей;
- перерабатывающей;
- пищевой;
- атомной.
- нефть;
- перегретый пар;
- вода;
- газы (в том числе сжиженные);
- агрессивные химические вещества;
- нефтепродукты.
Особенности
Сальниковая прокладка обладает следующими необходимыми качествами:
- химической устойчивостью (инертностью) к разным агрессивным условиям;
- маленьким показателем трения (ощутимым уменьшением амортизации подвижных составляющих установок);
- радиационной стойкостью;
- прочностью;
- герметичностью;
- термостойкостью;
- экологической безопасностью;
- несклонностью к старению (не усыхает при содержании и эксплуатации);
- эластичностью (продлением сроков использования оборудования).

Какими свойствами должна обладать набивка сальников
Установленные правила предъявляют к жгутам особенные требования. Здесь перечислены самые важные.
- Прокладка должна быть химически неактивной. По крайней мере, сырье не должно вступать в реакцию при контакте с отделяемой средой либо изменять свои основные качества. К примеру, если сальниковая набивка применяется для герметизации установки (колонны, скруббера), в которой действуют агрессивные газы либо щелочи и кислоты, то основа сальника должна быть кислото- и щелочестойкой. То же самое относится и к углеводорожам (бензину, маслам, жирам). Растворение сальника, безусловно, может привести к разгерметизации, аварии, потере реагентов и так далее.
- Набивка сальника задвижки должна выдерживать высокие температуры и высокое давление. В частности, в ректификационных колоннах перегонка нефти осуществляется при высокой температуре. Разгерметизация может привести к ухудшению состава продуктов перегонки, воспламенению, выделению паров наружу и даже взрыву.
- Если прокладки сальников используются в направляющих смесях, то они должны быть стойкие к изменчивым нагрузкам. К примеру, для герметизации движущихся деталей насосов сальниковая набивка должна иметь устойчивость к фрикциям. Помимо этого, прокладки должны быть прочными к истиранию. Для этого их дополняют разными веществами, например, фторопластом.
Не следует пренебрегать правилами
Каждое конкретное производство имеет свои нормы, как лучше должна использоваться и устанавливаться набивка сальников. Все пункты требований включают такой немаловажный фактор, как безопасность. Несоблюдение условий монтажа (состояние, степень затяжки соединений, количество колец прокладки) и эксплуатации может закончиться самыми тяжелыми последствиями. И поэтому должны быть рассмотрены все моменты:
- правила применения;
- выбор материала;
- график смены сальниковых уплотнителей;
- установка герметизируемых коммуникаций и аппаратов.
Виды сальниковых набивок
Так как прокладка, по сути, является шнуром, изготовленным из разных материй, то различия ее будут состоять лишь в сечении, составе и структуре плетения. Наиболее известны такие составы набивок:
- графитовая;
- асбестовая;
- фторопластовая;
- прокладка из синтетических волокон;
- безасбестовая.

Графитовые набивки
Делаются из армированной фольги. Преимущества этих прокладок в том, что они отличаются низкими теплопроводностью и коэффициентом трения. Недостатки – их не дозволяется использовать в средах с высокой концентрацией азотных, хлористых и хромсодержащих соединений.
Асбестовая разновидность
Данная набивка сальников применяется в агрессивных средах, так как она отлично справляется с повышенной температурой и давлением. Ее маркировки: АС, АП, АИР, АГП. Эти прокладки эксплуатируются в нефтяной, металлургической и газовой промышленности, а также в автомобилестроении.
Фторопластовые
Эластичные и стойкие к агрессивным условиям. Специфика таких набивок в том, что их запрещается использовать в средах, где есть хлор. Применяются они в фармацевтической, нефтяной и химической промышленности.
Набивки из синтетических нитей
Такие прокладки устойчивы к абразивам. Их эксплуатируют в целлюлозно-бумажной, химической и нефтяной промышленности.
Безасбестовые
Могут быть различных видов: часть из них армируют проволокой из латуни, а некоторые пропитывают жировыми добавками. В зависимости от сферы использования выбирается определенный тип.
По строению сердечника прокладки отличаются сквозным, однослойным и многослойным плетением. Набивка сальника насоса может быть сечением от 3 до 50 мм, в зависимости от ее назначения.
Источник
Набивка сальниковых компенсаторов
Сальниковые компенсаторы – это устройства для ограничения расширения и сужения трубопроводов тепловых сетей в результате изменений во внешней среде и перепадов внутреннего давления. Элементы особенно необходимы в длинных магистралях, где велик коэффициент расширения. Кроме того, металлоизделия минимизируют вероятность просадки опор. Основные достоинства – широкий диапазон хода, прочность, ремонтопригодность. Они предназначены для работы в паровых и водяных теплосетях. Трубодетали наиболее востребованы благодаря высокой компенсирующей способности. Единственный недостаток – необходимость постоянного обслуживания.
Конструкция сальникового компенсатора
Такие металлоизделия состоят из двух труб, корпуса, двух подвижных стаканов и уплотнителя – сальниковой набивки AP или AП-31, соответствующей регламенту государственного стандарта 5152-84, которая исключает утечку рабочего вещества. Принцип работы прост: при расширении одна часть трубы (меньшего размера) входит в другую. Изделия имеют цилиндрическую форму корпуса. Внутрь основного корпуса установлен цилиндр меньшего размера. Большой и малый цилиндры закрепляются посредством использования фланцевой части.
Установки бывают двух видов: разгруженные и неразгруженные. В первых невозможен выпад стакана из корпуса при срыве неподвижной разгруженной опоры.
Материалы для набивки
В качестве материала для уплотнения применяют специальные шнуры квадратного сечения, изготавливаемые из асбеста, пропитанного специальными составами.
Виды уплотнителей для теплосетей:
- графитированные АП ГОСТ 5152-84;
- углеродные НГ-200 или НГ-НЖ;
- графитные НУ-201 или УНФ.
Такие изделия работоспособны в температурном диапазоне от -70 до +300 градусов при давлении до 4 МПа без контакта с окислителями.
Для компенсаторов, работающих при давлении 0,5 МПа и температуре +140 градусов, применяют кольца из теплостойкой резины.
Как правильно набивают сальники
Перед набивкой, в первую очередь, необходимо очистить камеру от загрязнений и прошлого материала, проверить поверхности на целостность. Повреждения глубже 0,5 мм недопустимы. Если есть ржавчина, нужно ее зачистить мелкой наждачкой.
Чтобы набить сальник, нужно нагреть металл устройства, пропитать прографиченную асбестовую набивку специальными составами и уложить её кольцами вплотную. Замки должны быть установлены вразбежку. Рекомендуется укладывать предпоследнюю деталь из термостойкой резины. Последний элемент должен быть из прографиченного асбеста.
В набитом состоянии максимальный зазор – до 2 мм по периметру. Все части, не имеющие трения друг с другом, должны быть покрыты краской, стойкой к коррозии. А трущиеся – машинным трансформаторным маслом. Диаметр набивки подбирается под зазор между стенкой камеры и шпинделя. Сальник должен входить плотно.
Количество колец определяется чертежом. Для улучшения принятия нагрузок применяют комбинированные материалы. Каждое кольцо располагают под 90 градусов по отношению к предыдущему. После установки их обжимают грундбуксой, затягивая без перекоса на треть высоты от первоначальной. Во время обслуживания необходимо подтягивать их.
Возможно применение намоточного метода нарезки колец. Для этого шнур плотно наматывают на вспомогательную втулку диаметром, равным диаметру патрубка, и разрезают на кольца. Оптимально отрезать кольца под углом 45°С. Первый отрезок должен быть точным, чтобы служить образцом для следующих. Смазка какими-либо составами перед, во время установки не допускается.
Как выбрать набивку
Виды уплотняющих материалов отличаются предназначением и бывают следующими: плетеные, асбестовые, графитированные, углеродные, пропитанные антифрикционным жировым составом на основе нефтяных экстрактов. Все они применяются для герметизации подвижных, неподвижных соединений компенсаторов. Изделия работоспособны в нейтральных, агрессивных жидких, газообразных, паровых средах, в нефтепродуктах при температуре внешней среды от -70 до +300 градусов. Выбор определяется конкретными условиями эксплуатации.
Источник