Монтаж сальника, манжет. Требования к сопряженным деталям к узлу уплотнения, к валу. (Часть 3)
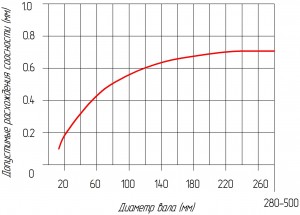
Допуски на соосности между центром оси гнезда и центром оси вала можно подобрать исходя из ниже приведенного графика. Необходимо учитывать материал уплотнения. В некоторых случаях применения с улучшенными эластичными свойствами материала эта величину можно увеличить или наоборот уменьшить в других случаях.
Допуск на размеры отверстия корпуса (ISO H8) приведены ниже.
| Диаметр отверстия корпуса (D) | Отклонения | Диаметр отверстия корпуса (D) | Отклонения |
| 1-3 | +0,014 -0,000 | 50-80 | +0,046 -0,000 |
| 3-6 | +0,018 -0,000 | 80-120 | +0,054 -0,000 |
| 6-10 | +0,022 -0,000 | 120-180 | +0,063 -0,000 |
| 10-18 | +0,027 -0,000 | 180-250 | +0,072 -0,000 |
| 18-30 | +0,033 -0,000 | 250-315 | +0,081 -0,000 |
| 30-50 | +0,039 -0,000 | 315-400 | +0,081 -0,000 |
| Допуски ISO H8. Размеры в мм. | |||
Шероховатость сопрягаемой поверхности гнезда определяется следующими характеристиками: Ra=1.6-6.3, Rz=10-20, Rmax=25.
Обработка корпуса должна соответствовать размерам в таблице. На краях гнезда не должно быть заусенцев. Вначале рекомендуется тщательно обработать плоскость гнезда, а затем отверстие гнезда.
Источник
Манжеты резиновые армированные для валов (стр. 4 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 |

ДИАГРАММА ВЫБОРА ГРУППЫ РЕЗИНЫ
I — резины 1-3 групп; II — резины 4 группы; III — резина 5-6 групп

Примечания:
1. При выборе по диаграмме группы резин для манжет типа 2 скорость должна быть увеличена на 30-50 % по сравнению со скоростью узла.
2. (Исключено, Изм. № 1>.
3. Допускается применять резины I-3-й групп в зоне II для серийных манжет, установленных на автомобилях с ресурсом 100.000 км пробега.
4. Ресурс для манжет, работающих при скоростях более 20 м/с, устанавливают по результатам испытаний у потребителя.
(Измененная редакция, Изм. № 1).
ТРЕБОВАНИЯ К УПЛОТНИТЕЛЬНЫМ УЗЛАМ, СОПРЯЖЕННЫМ ДЕТАЛЯМ И МОНТАЖУ МАНЖЕТ
1. Манжету устанавливают в агрегате я соответствии с черт. 1.
2. Показатели сопряженных деталей должны соответствовать указанным в табл. 1. Размеры фасок посадочного отверстия и вала и высота посадочного отверстия h2 указаны на черт. 1 и в табл. 2 и 3.
Таблица №1
Шероховатость поверхности по ГОСТ 2789
при скорости скольжения:
до 5 м/с
свыше 5 м/с
Ra от 0,63 до 0,32
Ra от 0,32 до 0,16
Шероховатость поверхностей Б и В (фасок)
(черт. 1) по ГОСТ 2789
Шероховатость поверхности А (черт.1)
Твердость поверхности трения, не менее,
при скорости скольжении
до 4 м/с
свыше 4 м/с
Предельное радиальное биение поверхности
вала, контактирующей с манжетой,
мм, при частоте вращения вала:
до 1000 мин-1
св. 1000 до 2000 мин-1
св. 2000 до 3000 мин-1
св. 3000 до 4000 мин-1
св. 4000 до 5000 мин-1
св. 5000 мин-1
Допуск соосности посадочного места под манжету относительно оси вращения вала, мм, не более при диаметрах вала: до 55 мм
св. 55 до 120 мм
св. 120 по 320 мм
св. 320 до 500 мм
Примечания:
1. При эксплуатации изделий в агрессивных средах необходимо применять валы с защитным антикоррозионным покрытием Х^2. Значения шероховатости и отклонений размеров вала должны быть указаны после покрытия.
2. В технически обоснованных случаях допускается применять валы с меньшей твердостью или изготовлять их из чугуна с твердостью не менее НВ 170 . 241 и цветных металлов по согласованию с разработчиком стандарта.
3. Допускается при скоростях скольжения свыше 5 м/с применять валы с шероховатостью поверхности Ra = 0,63 мкм при условии обеспечения перпендикулярности микро неровностей оси вращения вала.
(Введено дополнительно, Изм. № 2).
3. Манжету устанавливают в посадочное отверстие перпендикулярно к оси вала.
В собранном узле эластичный элемент манжеты не должен соприкасаться с деталями корпуса, а также выступами или углублениями на валу (черт. 3).
4. Для исключения осевого перемещения манжеты от различных вибрационных нагрузок допускается предусматривать Б посадочном отверстии упорное кольцо по ГОСТ 13943 (черт — 2) или кольцевую проточку в виде прямоугольною треугольника, острие которого направлен» в сторону запрессовки манжеты (черт. 3>, Допускается расположение кольцевой проточки относительно манжеты, отличное от предусмотренного на черт. 3, в пределах не менее 3.5 мм от торцов манжеты.
В зависимости от наружного диаметра манжеты глубина кольцевой проточки h4 должна быть равна:
0,5 мм — для диаметра до 150 мм;
0,7 мм — для диаметра свыше 150 и 290 мм;
1,0 мм — для диаметра свыше 290 до 550 мм.
5. При установке манжеты рядом с коническим подшипником в отверстии под подшипник необходимо предусмотреть канавки для отвода масла, которое нагнетается подшипником (черт. 4).
Примечание. Допускается дня агрегатов со скоростью вращения вала не более 5 м/с не выполнять маслоотводные канавки.

6. При запыленности и загрязненности внешней среды перед манжетой необходимо устанавливать дополнительные защитные устройства: пыле-, грязе-съемные манжеты, сальниковые набивки, лабиринтные уплотнения, отражатели и т. п.
7. При работе манжет должна быть обеспечена смазка трущихся поверхностей предварительным смазыванием (см. п. S) и постоянным контактированием с уплотняемой средой.
Температура в зоне контакта не должна превышать температуру уплотняемой среды более чем на 30 %.
8., Перед установкой в изделие рабочие поверхности манжет А и Б (черт. 5), пружины (если они надеваются на манжеты непосредственно перед установкой манжет в узел), поверхности вала и посадочного отверстия, сопряженные с манжетами, должны быть очищены от загрязнений, высушены и смазаны монтажной или уплотняемой смазкой. Для очистки рекомендуется протереть манжеты безворсовым тампоном, смоченным в бензине «Галоша» по НТД или уайт-спирите по ГОСТ 3134;
При монтаже манжет из резины групп 1,2,3,6 следует применять жировую смазку 1-13 по документации, утвержденной в установленном порядке.
При монтаже манжет из резин 4, 5-й групп применяют смазку ЦИАТИМ-221 по ГОСТ 9433 или ЦИАТИМ-279 по ГОСТ 14296 или уплотняемую среду.
Перед установкой манжет с пыльником (черт. 6) полость между рабочей кромкой и пыльником следует заполнять монтажной смазкой в количестве, необходимом для заполнения 2/3 объема.
Консервирующую смазку, нанесенную на пружину на заводе-изготовителе, при комплектации манжет удалять не следует.
9. Перепрессовка манжет (выпрессовка из посадочного отверстия и повторная запрессовка этой же манжеты) не допускается.
При сборке и испытаниях узла допускается пятикратная переборка выпрессовки манжеты из отверстия.
В процессе эксплуатации переборка уплотнительного узла не допускается.
(Измененная редакция, Изм. № I, 2).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
РЕКОМЕНДАЦИИ ПО МОНТАЖУ И ЭКСПЛУАТАЦИИ МАНЖЕТ
1. Запрессовывать манжету и посадочное отверстие следует с помощью специальной оправки равномерным нажатием по всей торцевой поверхности (черт.1).
Диаметр оправки D2 должен быть на 1 % меньше диаметра посадочного отверстия под манжету.

2. Если манжета при запрессовке должна перемешаться через шлицы, пазы, резьбу и т. д. или не представляется возможным выполнять заходную фаску на валу, рекомендуется применять монтажную втулку (черт. 2). Наружный диаметр монтажной втулки должен быть на 1,5-5 мм больше диаметра вала (в зависимости от размеров манжеты).
При этом толщина стенки втулки не должна быть меньше 0,5 мм.
3. При установке манжеты на вал рабочей кромкой в сторону направления монтажа (для предотвращения подвертывания эластичного элемента) целесообразно предусмотреть монтажную втулку (черт. 2) и надеть на нее манжету со стороны поверхности маркировки.
4. Для зашиты вала, контактирующего с манжетой, от износа допускается устанавливать на валу втулку (Черт. 3) при условии обеспечения гарантированной герметичности но посадке между валом и втулкой.
5. При установке манжет в глухое гнездо рекомендуется предусмотреть к крышке или корпусе демонтажные отверстия (черт. 3).
6. При перепаде давлений 0,05 МПа и более допускается применять манжеты с опорным конусом, предохраняющим манжету от выворачивался, после проведения необходимых испытаний и без гарантий, указанных в стандарте.
Опорный конус может быть выполнен непосредственно в корпусе или в виде отдельной детали (черт. 4), изготовленной из любых металлов.
Примечания:
1. При применении некоррозионно-стойких металлов следует предусмотреть на деталях защитное антикоррозионное покрытие.
2. Высота гнезда под манжету должна быть увеличена на толщину фланца опорного конура.
7. Для обеспечения оптимальной микрогеометрии поверхности вала. контактирующей с манжетой, предпочтительным является шлифование с поперечной подачей.
8. Для валов с постоянным направлением вращения допускаются маслоотгонные микроканавки с шероховатостью Rа от 1,25 до 0,63 мкм при условии экспериментальной проверки их эффективности.
ПРИЛОЖЕНИЕ 4
Обязательное
Источник
Монтаж сальника, манжет. Требования к сопряженным деталям к узлу уплотнения, к валу. (Часть 1)
Перед заменой сальника, манжеты, уплотнения, необходимо внимательно осмотреть сопрягаемые детали узла уплотнения. В частности вала. Убедитесь в соответствии элементов вала стандартам и требованиям
Требования к допускам и отклонениям.
Вал на который монтируется уплотнение, должен иметь допуски в пределах полей допусков для вала по ISO h11.
| Диаметр вала (d1) | Допуск | Диаметр вала (d1) | Допуск |
| 1-3 | 0.00 -0.06 | 50-80 | 0.00 -0.19 |
| 3-6 | 0.00 0.075 | 80-120 | 0.00 -0.22 |
| 6-10 | 0.00 -0.09 | 120-180 | 0.00 -0.25 |
| 10-18 | 0.00 -0.11 | 180-250 | 0.00 -0.29 |
| 18-30 | 0.00 -0.13 | 250-315 | 0.00 -0.32 |
| 30-50 | 0.00 -0.16 | 315-400 | 0.00 -0.36 |
| Допуски вала (ISO — h11). Размеры в мм. | |||
Твердость вала на который устанавливается уплотнение должно быть 45÷55 HRC (по методике Роквелла). Для случаев превышения окружных скоростей более чем 4 м/сек и значительной загрязненности, жёсткость должна быть увеличена и составлять не менее 55 HRC.
Для валов шероховатость поверхности должна составлять Ra 0.2 ÷ 0.8, Rz= 1 ÷ 5, Rmax= 6.3, (в случае применения изделий из силикона рекомендуется Rz= 1÷2) и для вала имеющего реверсное вращение Rz
Источник
Основные таблицы допусков и посадок
Основные термины и определения
  Государственные стандарты (ГОСТ 25346-89, ГОСТ 25347-82, ГОСТ 25348-89) заменили систему допусков и посадок ОСТ, которая действовала до января 1980 года.
  Термины приведены согласно ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок».
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы;
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы;
Основной вал — вал, верхнее отклонение которого равно нулю;
Основное отверстие — отверстие, нижнее отклонение которого равно нулю;
Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения;
Действительный размер — размер элемента,установленный измерением с допускаемой точностью;
Номинальный размер — размер, относительно которого определяются отклонения;
Отклонение — алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером;
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров;
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
Зазор — это разность между размерами отверстия и вала до сборки, если отверстие больше размера вала;
Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия;
Допуск посадки — сумма допусков отверстия и вала, составляющих соединение;
Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями;
Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок;
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера;
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему;
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему;
Переходная посадка — посадка, при которой возможно получение как зазора так и натяга в соединении, в зависимости от действительных размеров отверстия и вала;
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия;
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
  ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, . 18). Квалитеты от 01 до 5 предназначены преимущественно для калибров.
  Допуски и предельные отклонения, установленные в стандарте, относятся к размерам деталей при температуре +20 o C.
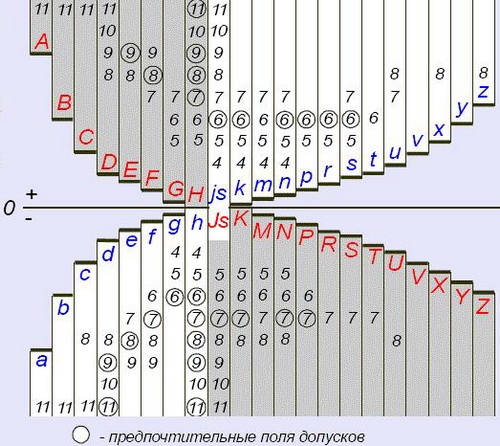
  Установлено 27 основных отклонений валов и 27 основных отклонений отверстий. Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии. Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов – строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500 мм приведена ниже. Затемненная область относится к отверстиям. Схема показана в сокращении.
СХЕМА ОСНОВНЫХ ПОЛЕЙ ДОПУСКОВ
Назначение посадок. Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия. В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия. Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками.
Допуски отверстия и вала в посадке не должны отличаться более чем на 1-2 квалитета. Больший допуск, как правило, назначают для отверстия. Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения и других посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1-500 мм.
Посадки с зазором. Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
— для сменных зубчатых колес в станках;
— в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
— для соединения деталей, которые должны легко передвигаться при затяжке;
— для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
— для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса,муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях.
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке) и др. В особо точных механизмахприменяют посадки H6/g5 и даже H5/g4.
Посадку Н7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей; центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направлениятолкателей в двигателях внутреннего сгорания. Более точную посадку этого типа — H6/f6 — используют для точных подшипников, распределителей гидравлических передач легковых автомобилей.
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадки H8/d9, H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа -H7/d8, H8/d8 — применяют для крупных подшипников при высокой частоте вращения.
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т.п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
— для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
— посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов.
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников.
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге — прочность деталей.
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Н7/г6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки с натягом высокой точности Н6/р5, Н6/г5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров. Для несопрягаемых размеров допуски назначают в зависимости от функциональных требований. Поля допусков обычно располагают:
— в «плюс» для отверстий (обозначают буквой Н и номером квалитета, например НЗ, Н9, Н14);
— в «минус» для валов (обозначают буквой h и номером квалитета, например h3, h9, h14);
— симметрично относительно нулевой линии («плюс — минус половину допуска» обозначают, например, ±IT3/2, ±IT9/2, ±IT14/2). Симметричные поля допусков для отверстий могут быть обозначены буквами JS (например, JS3, JS9, JS14), а для валов — буквами js (например, js3, js9, js14).
Допуски по 12-18-му квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности. Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью в технических требованиях.
  ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие Н) и в системе вала (основной вал h).
РЕКОМЕНДУЕМЫЕ ПОСАДКИ В СИСТЕМЕ ОТВЕРСТИЯ
при размерах от 1 до 500 мм
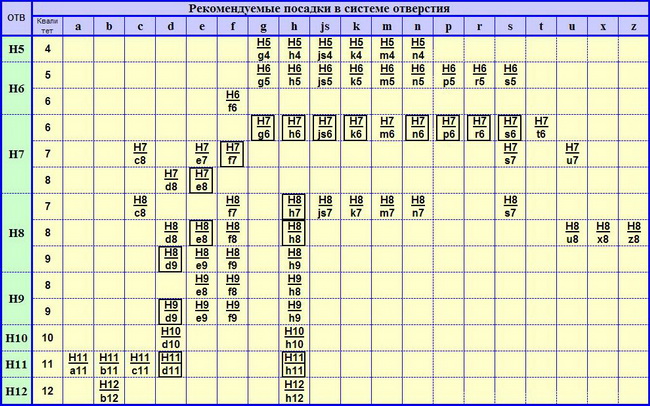
  Предпочтительные посадки помещены в рамку.
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С ЗАЗОРОМ И ПЕРЕХОДНЫХ
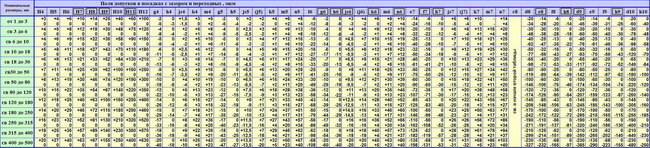
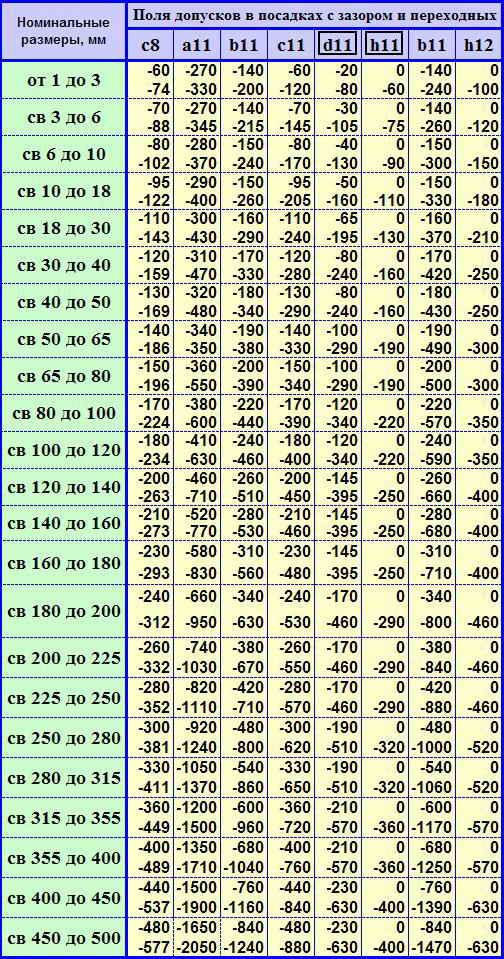
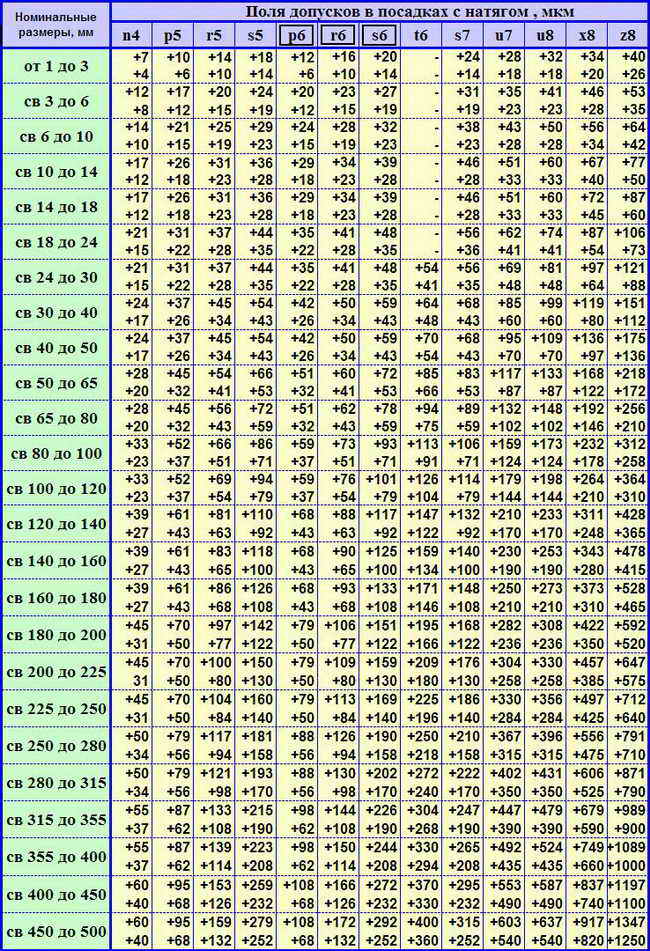
ПОЛЯ ДОПУСКОВ В ПОСАДКАХ С НАТЯГОМ
  Электронная таблица допусков отверстий и валов с указанием полей по старой системе ОСТ и по ЕСДП.
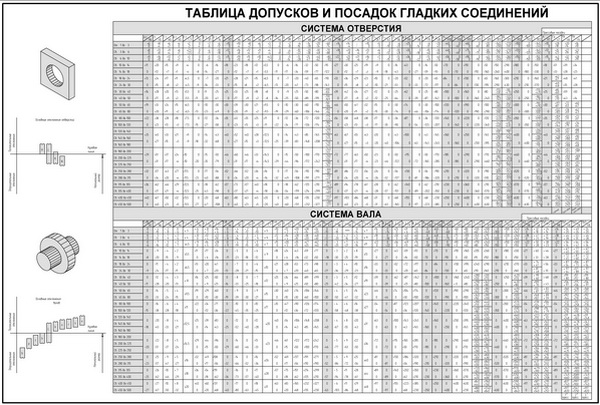
  Полная таблица допусков и посадок гладких соединений в системах отверстия и вала, с указанием полей допусков по старой системе ОСТ и по ЕСДП:
Таблицы Допусков углов
ГОСТ 25346-89 «Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений»
ГОСТ 8908-81 «Основные нормы взаимозаменяемости. Нормальные углы и допуски углов»
ГОСТ 24642-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения»
ГОСТ 24643-81 «Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения»
ГОСТ 2.308-79 «Единая система конструкторской документации. Указание на чертежах допусков формы и расположения поверхностей»
ГОСТ 14140-81 «Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей»
Источник